


壓花輥的特點以及操作方法
1.禁止將壓花輥與腐蝕性物品放在一起。請勿碰撞或刮擦。
2.在使用壓花輥時,請勿觸摸壓板,以防壓傷,吸入或纏繞,纏繞,灼傷和電擊危險。
3.在壓花輥操作過程中,操作員不得站在印版輥的兩側,以防止軸頭折斷并扔掉,并且意外噴出壓力液會傷人。
4.抬起壓花輥時,必須使用承重吊索。嚴禁操作員站在壓紙輥下面,以防止意外傷害。

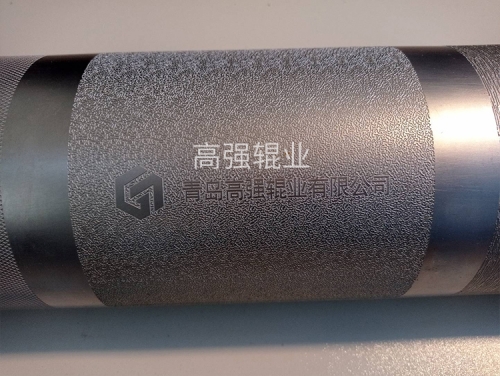
噴砂以壓縮空氣為動力,形成高速噴束,將噴砂材料(玻璃珠,鋼丸,鋼砂,石英砂,剛玉,鐵砂,海砂)噴灑到工件表面上。高速加工,使表面外表面的機械性能發生變化。由于磨料在工件表面上的沖擊和切削作用,使得工件表面具有一定程度的清潔度和不同的粗糙度,從而提高了工件表面的機械性能,從而改善了工件。耐疲勞性增加了它與涂層之間的附著力,延長了涂膜的耐用性,也有利于涂層的流平和裝飾,去除了表面上的雜質,雜色和氧化層,同時使介質變得粗糙具有使基板表面殘留應力并提高基板表面硬度的作用。
壓花輥的制造方法

1.進給:輥身采用無縫鋼管,軸頭和兩端法蘭采用45#圓鋼。
2,車削加工:車削加工是將輥體,端板和軸頭的配合部分的接合面。
3.焊接過程:(根據圖紙,如果輥子內部有油或水流,則必須提前焊接內管。)輥子的內管焊接:校正兩端軸與軸之間的同軸度。內套筒,只將內端板焊接在軸頭上。將內套筒放入輥筒中,并焊接內端板和輥筒之間的匹配接口。將外端板安裝在軸的兩端,并焊接外端板與軸和輥子主體的接合面之間的連接處。
4.對輥毛坯進行退火以消除內部應力。
5.鋼輥軸一端的端面平整,鉆出標準中心孔。
6.車削加工:將粗,細車削鋼制滾輪體的零件劃分為圖紙所需的尺寸,然后將中心框架和轎廂端面設置為該尺寸。
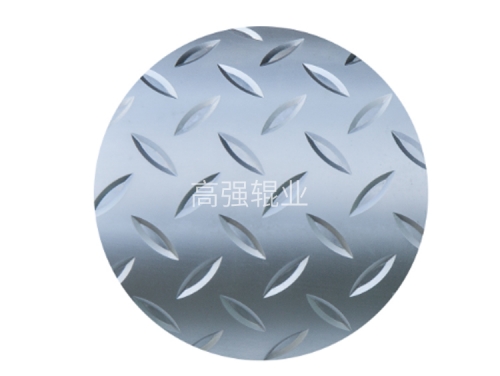
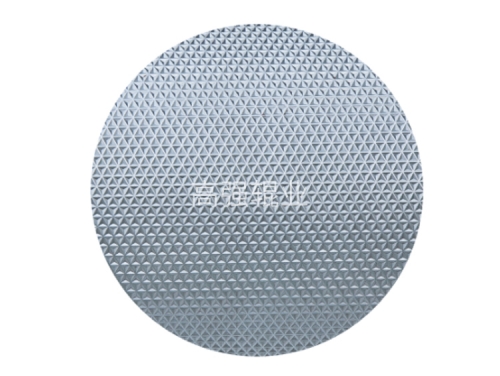
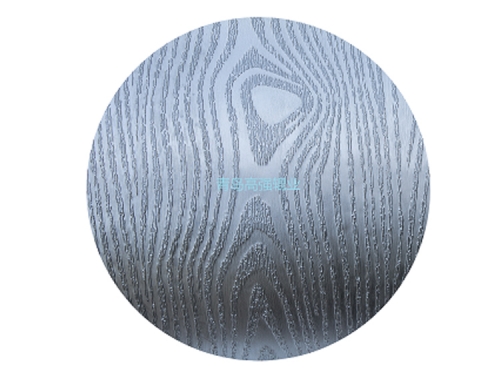
7.根據客戶的圖案要求,在滾筒表面上加工圖案。這是壓花輥制造過程的重要組成部分。它要求壓花輥制造商具有豐富的經驗,并根據客戶的圖案要求制定生產工藝。在生產過程中,壓花機必須小心,細致,細致,所生產的花紋必須具有清晰的花紋,豐富的層次和強烈的三維感。
8.完成圖案后,在輥體表面鍍硬鉻層或噴涂其他材料。
9.校正鋼輥的靜態平衡。

 企業名稱:青島高強輥業有限公司
企業名稱:青島高強輥業有限公司 聯系人:趙經理
聯系人:趙經理 手機:13953255389
手機:13953255389 郵箱:gaoqianggunye@163.com
郵箱:gaoqianggunye@163.com 網址:miriamjoywrites.com
網址:miriamjoywrites.com 地址:山東省青島膠州市三里河街道辦事處木材市場
地址:山東省青島膠州市三里河街道辦事處木材市場