


壓花輥的制作工藝是一個(gè)復(fù)雜且精細(xì)的過程,它涉及多個(gè)步驟以確保最終產(chǎn)品的質(zhì)量和性能。以下是壓花輥制作的主要工藝流程:
設(shè)計(jì)
設(shè)計(jì)圖案:首先,根據(jù)客戶需求或產(chǎn)品要求,設(shè)計(jì)壓花輥上的花紋或圖案。設(shè)計(jì)必須精細(xì)且符合實(shí)際生產(chǎn)需求,以確保壓出的花紋清晰、美觀。
材料準(zhǔn)備
選材:壓花輥的輥體一般采用優(yōu)質(zhì)無縫鋼管,軸使用45圓鋼,端板則選用Q235鋼板。這些材料具有良好的耐磨性、耐腐蝕性和機(jī)械性能。
下料:按照設(shè)計(jì)圖紙的尺寸,留出適當(dāng)?shù)募庸び嗔亢螅瑢?duì)無縫鋼管、45圓鋼和Q235鋼板進(jìn)行切割。
粗加工
車削加工:對(duì)輥體、端板和軸等零件的配合部位進(jìn)行車削加工,確保各部件之間的配合精度。加工過程中,需要按照H9/f9的配合精度進(jìn)行加工。
焊接組合
焊接加強(qiáng)筋:在輥體內(nèi)部焊接加強(qiáng)筋,以提高輥體的強(qiáng)度和剛度。
焊接軸和端板:將兩端軸焊接到輥體上,并焊接內(nèi)端板與輥體的配合交界處。在焊接過程中,需要特別注意兩端軸與內(nèi)套管的同軸度,以確保輥體的平衡性。
精加工
退火處理:對(duì)焊接組合后的輥毛坯進(jìn)行退火處理,以消除焊接過程中產(chǎn)生的內(nèi)應(yīng)力,提高輥體的穩(wěn)定性和使用壽命。
精車加工:對(duì)輥體的各部位進(jìn)行精車加工,確保輥體的尺寸精度和表面粗糙度。輥體的工作表面粗糙度應(yīng)不大于1.6μm,輥的工作面對(duì)兩端軸支撐面的徑向跳動(dòng)允差為0.025mm,輥體工作面的圓度為0.036mm。
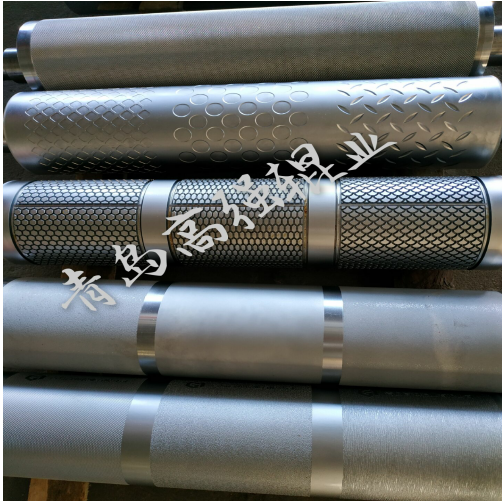
加工花紋
花紋加工:根據(jù)設(shè)計(jì)圖案,在輥體表面加工出凹凸花紋。這一步驟通常需要使用專業(yè)的加工設(shè)備和技術(shù),以確保花紋的清晰度和精度。
表面處理
鍍鉻或其他處理:為了提高輥體的耐磨性和耐腐蝕性,通常需要對(duì)輥體表面進(jìn)行鍍鉻或其他表面處理。處理后的輥體表面硬度可達(dá)HRC58-62。
校正與檢驗(yàn)
校正靜平衡:對(duì)加工完成的壓花輥進(jìn)行靜平衡校正,以確保其在高速旋轉(zhuǎn)時(shí)不會(huì)產(chǎn)生振動(dòng)和噪音。
檢驗(yàn):對(duì)壓花輥進(jìn)行全面檢驗(yàn),包括尺寸精度、表面粗糙度、花紋清晰度等方面,以確保產(chǎn)品符合質(zhì)量要求。
通過以上工藝流程,可以制作出高質(zhì)量、高性能的壓花輥,滿足各種工業(yè)生產(chǎn)的需求。需要注意的是,每個(gè)步驟都需要嚴(yán)格控制工藝參數(shù)和質(zhì)量標(biāo)準(zhǔn),以確保最終產(chǎn)品的質(zhì)量和性能。
 企業(yè)名稱:青島高強(qiáng)輥業(yè)有限公司
企業(yè)名稱:青島高強(qiáng)輥業(yè)有限公司 聯(lián)系人:趙經(jīng)理
聯(lián)系人:趙經(jīng)理 手機(jī):13953255389
手機(jī):13953255389 郵箱:gaoqianggunye@163.com
郵箱:gaoqianggunye@163.com 網(wǎng)址:miriamjoywrites.com
網(wǎng)址:miriamjoywrites.com 地址:山東省青島膠州市三里河街道辦事處木材市場
地址:山東省青島膠州市三里河街道辦事處木材市場