


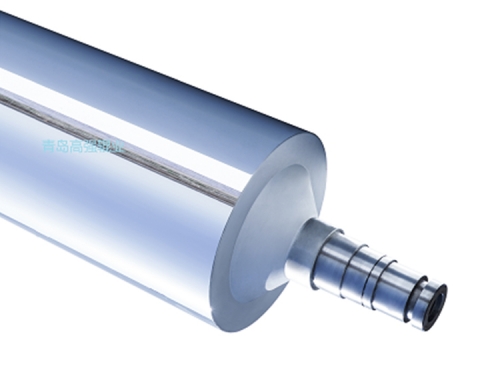
鏡面輥指光面的無縫鋼管。決議鏡面輥的主要因素是外表的鉻涂層。接下來咱們一起來了解一下鏡面輥的加工工藝。
一、組件焊接:組焊內板、軸頭、襯套、堵板、內管等,內管做靜平衡50g之內,內管劃旋向線,焊扁鋼流道。
二、配車、裝、焊接:配車內管、尺度與外管過盈0.4mm, 兩幅板倒焊縫角15X30度,打磨內管,清渣、查驗內管尺度與外管內徑尺度是否相適應,熱套到位,待冷卻縮短后,全體組焊。(注:45#鋼焊前加溫,焊后保溫)
三、退火、粗車、淬火:退火熱處理,工藝調質,多重去應力,粗車留余量,做靜平衡,大于50g,需要核算借偏量,上車床借車。淬火:外表硬度要求HRC58°—60°,輥面無龜裂紋。

四、精車、粗磨:兩軸頭修頂針孔,兩軸頭對輥面跳動,<0.05,按圖要求加工長度到尺度,外圓放余量,0.5—0.6。磨支撐圓做托架位,按圖要求磨輥面尺度,ra0.5兩軸頭對輥面跳動
五、動平衡、電鍍、精磨:做動平衡G40級,封堵透氣孔,做壓力試驗無泄漏,做水壓疏通試驗。電鍍硬鉻,單邊0.15鉻層均勻無針孔,脫落等缺陷。精磨兩軸頭,兩軸承擋對輥面跳動<0.01粗糙度0.8。其余軸頭各擋位磨到公役規模。

當輥筒拆下機架時;應將內部的水類清除;然后再將輥筒外表上防銹油或黃油類然后用PVC保護包裝后再用軟質類包裝理進行再包裝;這樣有利于保護超鏡面輥外表與空氣中的酸性或堿性氣體發生化學反應;叢而使得外表光潔度下降;嚴重者將使輥面報修;形成損失。
 企業名稱:青島高強輥業有限公司
企業名稱:青島高強輥業有限公司 聯系人:趙經理
聯系人:趙經理 手機:13953255389
手機:13953255389 郵箱:gaoqianggunye@163.com
郵箱:gaoqianggunye@163.com 網址:miriamjoywrites.com
網址:miriamjoywrites.com 地址:山東省青島膠州市三里河街道辦事處木材市場
地址:山東省青島膠州市三里河街道辦事處木材市場